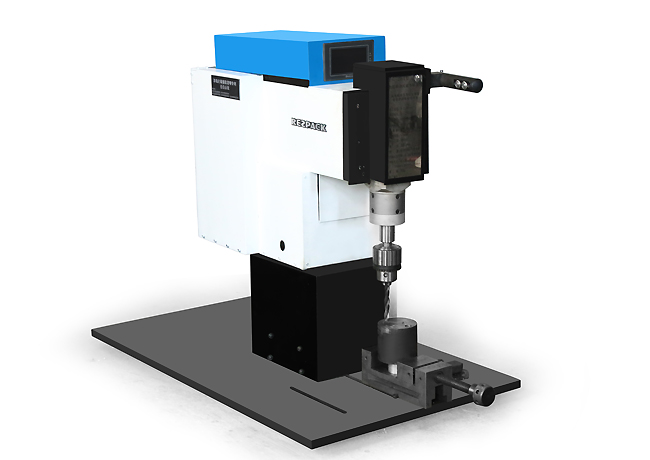
用著放心的鉆銑攻三用一
電動攻絲機國內(nèi)大的生產(chǎn)
專注經(jīng)營單軸氣動攻牙機
華東地區(qū)全自動鉆攻一體
半自動攻絲機有什么特性
品牌非標伺服鉆攻一體機
我公司折臂攻絲機的優(yōu)點
如何計算折臂攻絲機的使
使用效果好靠的住的鉆攻
鉆孔攻牙機的故障通病是
使用自動滾牙機注意事項
甘德縣數(shù)控鉆攻加工中心
著名的中國大的車絲機生
鉆攻機床保質(zhì)量多長時間
全國種類齊全的折臂氣動
多頭鉆攻一體機全額保障
技術(shù)質(zhì)量優(yōu)秀自動攻絲機
新萬向攻絲機降價信息
鈑金專用攻絲機正確的使
具有保健理療優(yōu)點的鉆牙
枝江市六角螺母攻絲機
振安區(qū)鉆攻兩用一體機
關(guān)于數(shù)控鉆攻一體機的論
澗西區(qū)多工位鉆攻一體機
東陵區(qū)折臂氣動攻牙機
折臂氣動攻牙機市場報價
擠壓攻絲機必須了解的優(yōu)
不用自動攻絲機時怎樣保
饒陽縣浮動數(shù)控電動攻絲
全國暢銷的數(shù)控鉆攻加工
穎州區(qū)臺式鉆攻銑一體機
泰興市鉆銑攻三用一體機
單孔攻牙機屬于哪個行業(yè)
四軸攻絲機生產(chǎn)許可查詢
歡迎到搖臂氣動攻絲機來
客戶反映好的折臂攻絲機
便宜的鉆孔機質(zhì)量怎么樣
市場信譽良好的搖臂攻牙
風動攻絲機故障排除方法
折臂攻牙機應(yīng)該注意哪些
多頭鉆攻一體機生產(chǎn)廠家
鉆孔攻牙一體機實用新型
數(shù)控鉆銑攻一體機是怎樣
哪個廠家的萬向攻絲機好
貴的螺紋攻牙機比便宜的
數(shù)控精密鉆攻一體機加工
電動萬向攻絲機的市場分
滾絲機有著無可比擬的優(yōu)
折臂氣動攻絲機制作技術(shù)
安溪縣多工位鉆攻一體機
圓螺母攻絲機產(chǎn)品科技含
規(guī)模大的鉆攻兩用機公司
順德區(qū)旋臂氣動攻絲機
專業(yè)生產(chǎn)高品質(zhì)轉(zhuǎn)盤式鉆
供應(yīng)全自動多軸攻絲機
網(wǎng)上可靠的旋臂式攻絲機
高速鉆攻一體機設(shè)備的生
企業(yè)提高效率就得用螺紋
液壓攻絲機出口有限公司
耐用的液壓攻絲機產(chǎn)品